
At Axis Fabrication, a common question we receive is the difference between MIG and TIG welding. Is there an advantage of one technique over the other? This article will break down the differences between these two common techniques.
MIG Welding: Metal Inert Gas
To begin, Metal Inert Gas (MIG) welding involves a wire-fed consumable electrode that is continuously pushed through a nozzle. MIG works using a spool gun that feeds the consumable wire electrode at a constant speed. The wire is deposited as filler metal onto the parent material. Therefore, it is not possible to MIG weld without adding filler metal. Once the machine is properly setup, the proper weave size, and the speed is determined, a welder only needs to “point-and-shoot”. Set up is the most difficult part, and involves selecting the correct shielding gas, wire feed speed, and voltage. A shielding gas emitted by the spool gun protects the weld area from atmospheric gases like nitrogen and oxygen.

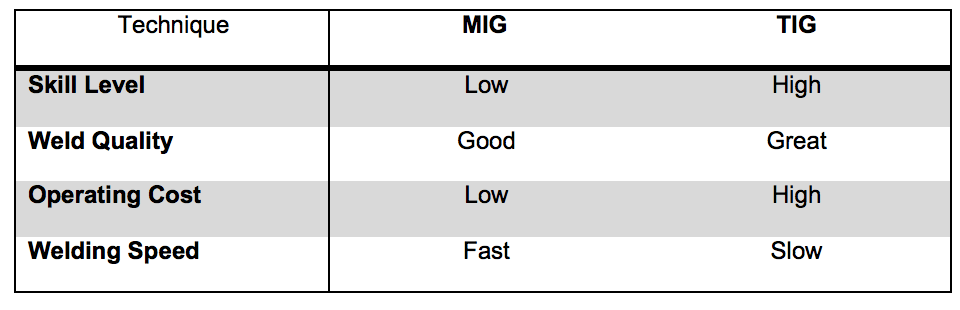
The ease of use and speed of the application benefit MIG welding greatly. Compared to TIG welding, MIG is much quicker and requires less skill. MIG has the capacity to put less heat into the part than TIG along with a lower operating cost. The main downsides to MIG involve setup and clean up. Welders choose the consumable wire spool and shielding gases based on what metal makes up the weldment. When changes are required, setup time is increased. Clean up time is increased to remove any unwanted spatter created during the welding process. Finally, when MIG welding, the area also needs to be clean of rust, paint, or other debris.
TIG Welding: Tungsten Inert Gas
TIG welding is arguably the more difficult, although the more aesthetically pleasing, welding technique to master. It is different mechanically from MIG in that TIG uses a non-consumable tungsten electrode. The tungsten electrode heats the parent metal and a filler rod that is fed by the operator into the weld area. The operator holds the filler rod in one hand, the torch in another, and uses his or her foot to control the heat input using a pedal. Balancing using both hands and a foot is a much more difficult task that just the one hand that MIG requires.

As with MIG, TIG has wide-reaching benefits. It is the cleanest and nicest looking welding technique. Because of this, there is reduced clean up time. The welds are also stronger and of higher quality than MIG. TIG can be done without filler metal, this happens when you fuse two pieces of metal together. The precision of TIG lends itself to the meticulousness needed in ornamental welding. The downside to TIG is the difficulty to master. It is also significantly slower than MIG and requires and a clean welding surface leading to a higher operating cost.
Advantages of MIG
- Tacking can be done with one hand, thus leaving the other hand free to hold parts together.
- Lower Cost
- Faster
- Easier to learn
Advantages of TIG
- Works better when welding thin material
- More aesthetically pleasing
- Less post weld cleanup
- No filler metal is required
- Incidental spatter is not a problem
- Able to produce leak-proof welds
- Can weld most all materials and thickness with TIG
Summary:
Check out some fellow welders in East Tennessee!